


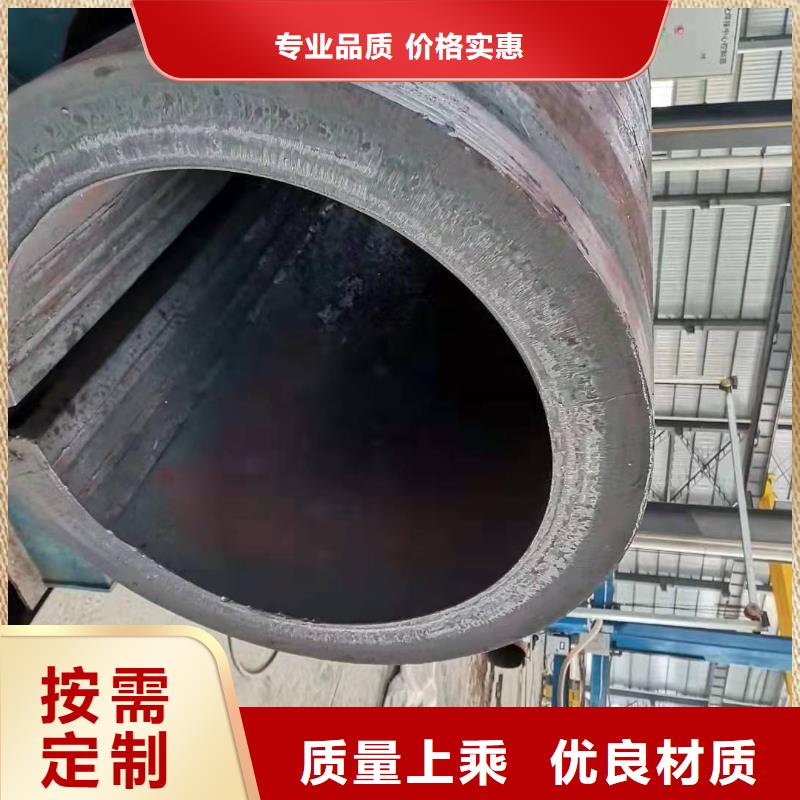





放样下料
必须用钢卷尺对钢板进行检查,并找正。钢材的放样尺寸按钢板卷管的中径计算,放样后在钢板上打上样冲,并标出钢板的中心线。管道坡口加工宜采用机械方法,也可采用等离子弧、氧乙炔焰等热加工方法。火焰切割前应将钢材表面距切割边缘50mm范围内的锈斑、油污等清除干净。采用热加工方法加工坡口后,应除去坡口表面的氧化皮、熔渣及影响接头质量的表面层,并应将凹凸不平处打磨平整,切口上不得产生裂纹,并不宜有大于10mm的缺棱,切割后应清除边缘上的氧化物、熔瘤和飞溅物等。机械加工时,加工表面不应出现台阶。对接坡口根据工艺及规范的要求进行加工,簿板一般采用V型坡口,厚板采有X型坡口,对于小于6mm的板材,可不加工坡口,但在反面焊接时,必须砌底清根。切口或坡口边缘上的缺棱,当其为1~3mm时,可用机械加工或修磨平整,但不能超过的1/10;当缺棱或沟槽超过30mm时则用Φ3.2以下的低氢型焊条补焊,并修磨平整。
钢板卷管钢板卷筒壳电机关注作品图片附件预览71卷筒壳电机71卷筒壳电机分解图71卷筒壳电机装配体71卷筒壳电机四视图ID文件名称文件格式文件大小(KB)操作正在加载...请等待或重新刷新本页面!图纸简介该电机为71机座号立式大法兰安装方式电机,出轴配皮带专用,该图纸按现有生产产品比例建模,可下载后直接使用或修改后使用,全文件为原生SW2017版本含参数可编辑。发布作者:图纸格式:sldasm、sldprt图纸版本:Solidworks2017文件大小:10.99MB所需积分:20沐风币可否编辑:可进行编辑,含参数下载地址(所需金额:20沐风币)立即下载(10.99MB)已有人关注
焊接方法分类 螺旋焊接钢管 螺旋焊接钢管
按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。
电焊钢管:用于石油钻采和机械制造业等。
炉焊管:可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。按焊缝形状分类可分为直缝焊管和螺旋焊管 直缝焊管阳春直缝钢板卷管加工厂家
生产工艺简单,生产效率高,成本低,发展较快。
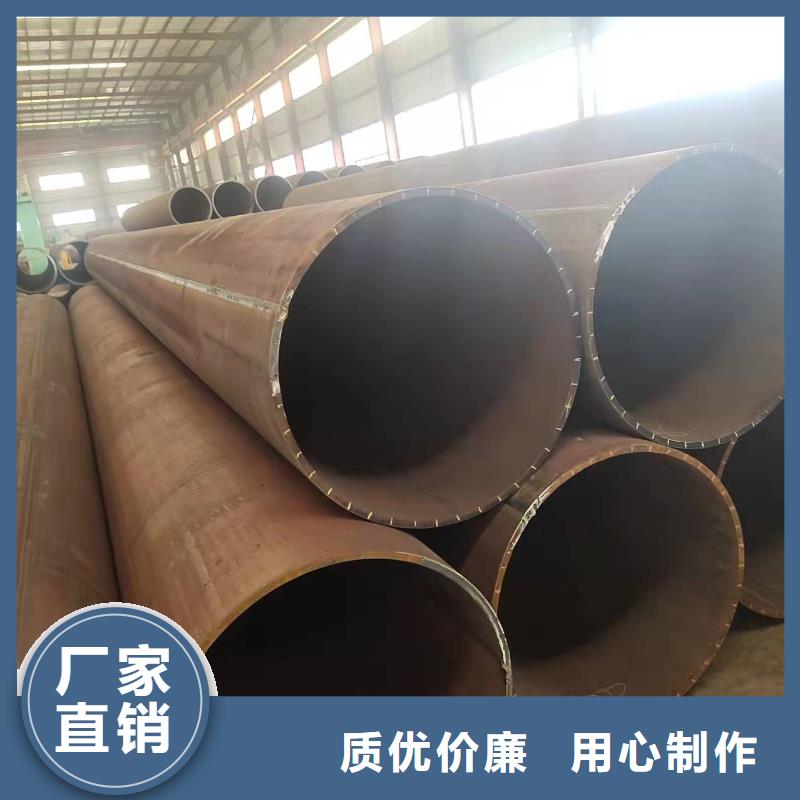
螺旋焊管
强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
螺旋缝焊接钢管分为自动埋弧焊接钢管和高频焊接钢管两种。
山特公司拥有完善的钢板卷管厚壁卷管大口径卷管丁字焊卷管,探伤焊卷管,16Mn卷管,Q345B卷管,异型卷管等生产线的卷管厂,是可生产各种规格各种壁厚的大型卷管的卷管厂。本厂的厚壁卷管大型卷管产品销往全国各大型企业,深受客户信赖与好评。 公司严格按照ISO9001:2000国际质量管理体系的标准进行钢板卷管厚壁卷管大口径卷管丁字焊卷管,探伤焊卷管,16Mn卷管,Q345B卷管,异型卷管的生产。
